AR-15(5.56, .223, 9mm, 300blk) FIRE CONTROL GROUP POCKET CNC CODE
Note: this may be used for a DPMS .308 Receiver as well with a .505" offset away from the front pivot pin holes along the X axis.
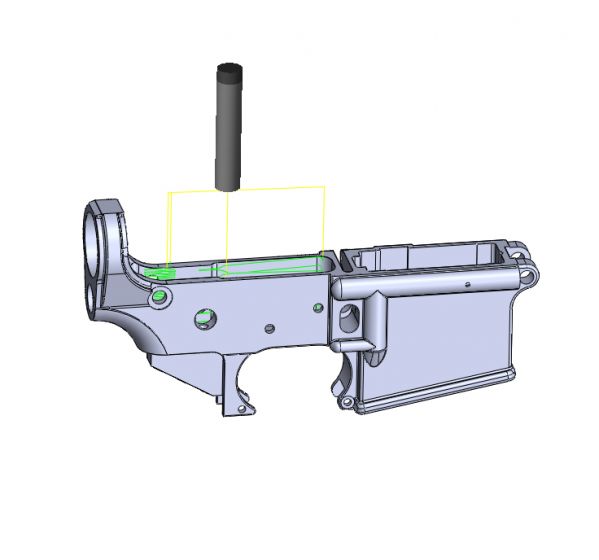
This purchase includes the CNC code you can load to most machinery in order to complete your 80% firearms. CNC will be needed, along with some specialty tools, but this will ensure the best finish possible without using that drill press and jig leaving tons of chatter marks inside. INCLUDES CNC PROGRAM FOR SIDE HOLES AND TOP POCKET, AND ALSO INCLUDES A TOOL LIST IDENTIFYING EACH TOOL IN THE PROGRAMS. LOCATION/ TOUCH OFF POINTS ARE GIVEN FOR X/Y AXIS AS WELL, SEE PHOTOS INCLUDED.
These programs were created for a HAAS, FANUC, MAAZAK, & TORMACH controlled mills, and are capable of working with most CNC machinery besides these controls with minor modifications, feel free to email us for assistance. Although some modifications may be required due to clearance issues, machine sizes, and tool modifications. We are not responsible for any loss or damage to tooling, machinery, and personal injuries. This is considered to be an advanced set up and without advanced knowledge, mistakes are possible for the end user if programming and setup/ fixturing . We recommend attempting this in a professional environment with all safeguards necessary. Also when running a first piece, not that offsets may be required and will not always be correct. Run your first piece on optional stop or single block mode with the height offset just above the actual part without cutting to visually inspect for the correct position.
REFUNDS ARE NOT AVAILABLE ON THIS DOWNLOAD. NOT AVAILABLE TO CITIZENS OUTSIDE OF THE UNITED STATES. WE ARE NOT RESPONSIBLE FOR YOUR ERRORS WHILE SETTING UP, PLEASE READ SETUP INSTRUCTIONS VERY CAREFULLY AND ALWAYS TEST YOUR PROGRAMS BEFORE RUNNING ON GOOD PRODUCT.
Tool List:
7/16" END MILL FOR ALUMINUM - 3-5 FLUTE X 45° HELIX X 0.4375 DIA X 2 LOC X UNCOATED
.500 Jobber Length Drill
.375 Jobber Length Drill
.156 Jobber Length Drill